CSMET Group Co., Ltd. (CSMET®): Joining hands with ASI to move forward to a low-carbon Aluminium Industry future
Nan Chen, Vice President at CSMET, responsible for the sustainable development Strategy of CSMET Group, shares how the company has improved its environmental performance through cutting-edge technologies and strategic collaboration across the aluminium industry.
5 December 2025
What does your ASI membership mean to you? Why does it matter?
CSMET is a leading innovator and manufacturer dedicated to advancing a sustainable aluminium industry. We specialise in high-performance, low-carbon and recycled aluminium solutions, from advanced alloys to closed-loop recycling systems.
ASI membership is a key booster for us to transform from an excellent material supplier to a leader in the industry’s low-carbon transformation. It signifies that our sustainable development efforts have been certified by the Global Standard. This is no longer just about meeting customer or regulatory requirements but about transforming our low carbon actions into core business advantages. Our ASI Certification, along with our industry-leading carbon footprint data, has become a powerful parameter, directly attracting end customers seeking green solutions.

CSMET Group Co., Ltd. is a group enterprise specialising in R & D, manufacturing, sales and trade of low-carbon aluminium alloy, including aluminium alloy liquid and aluminium alloy ingot.
ASI has helped us move from self-improvement to industry leadership. We no longer solely focus on our own operational improvements but actively participate in shaping the future of the industry through the ASI platform. The closed-loop model we have created with partners such as the EV company, NIO, is precisely in practice of ASI’s vision of “maximising the contribution of aluminium to a sustainable society “. This has elevated us from being industry participants to co-shapers of the rules and providers of future solutions.
ASI provides us with a framework and language aligned with international standards, which we implement in China, the world’s largest aluminium application market. This means that we are translating the latest global sustainable development concepts into tangible “Chinese solutions” through our technologies, products, and business models, and providing a replicable model for the global market.
What changes have you made in line with, alongside or because of implementing ASI’s standards?
Our advanced grade utilisation technology for recycled aluminium has been successfully industrialised, allowing recycled aluminium to match the performance of primary aluminium. This enables us to meet the stringent requirements of high-end manufacturing sectors.
Through our innovative technology, we can directly supply liquid aluminium alloy, a breakthrough that supports green manufacturing and meets customers’ high expectations for quality. By eliminating the need for remelting, our customers benefit from lower emissions in their production processes and improved aluminium quality. Additionally, this approach removes the need for storage, warehouse handling, and melting, resulting in cost savings across metal loss, logistics, and energy use. The aluminium is clean, safe, and free from dross formation, further enhancing efficiency and sustainability.
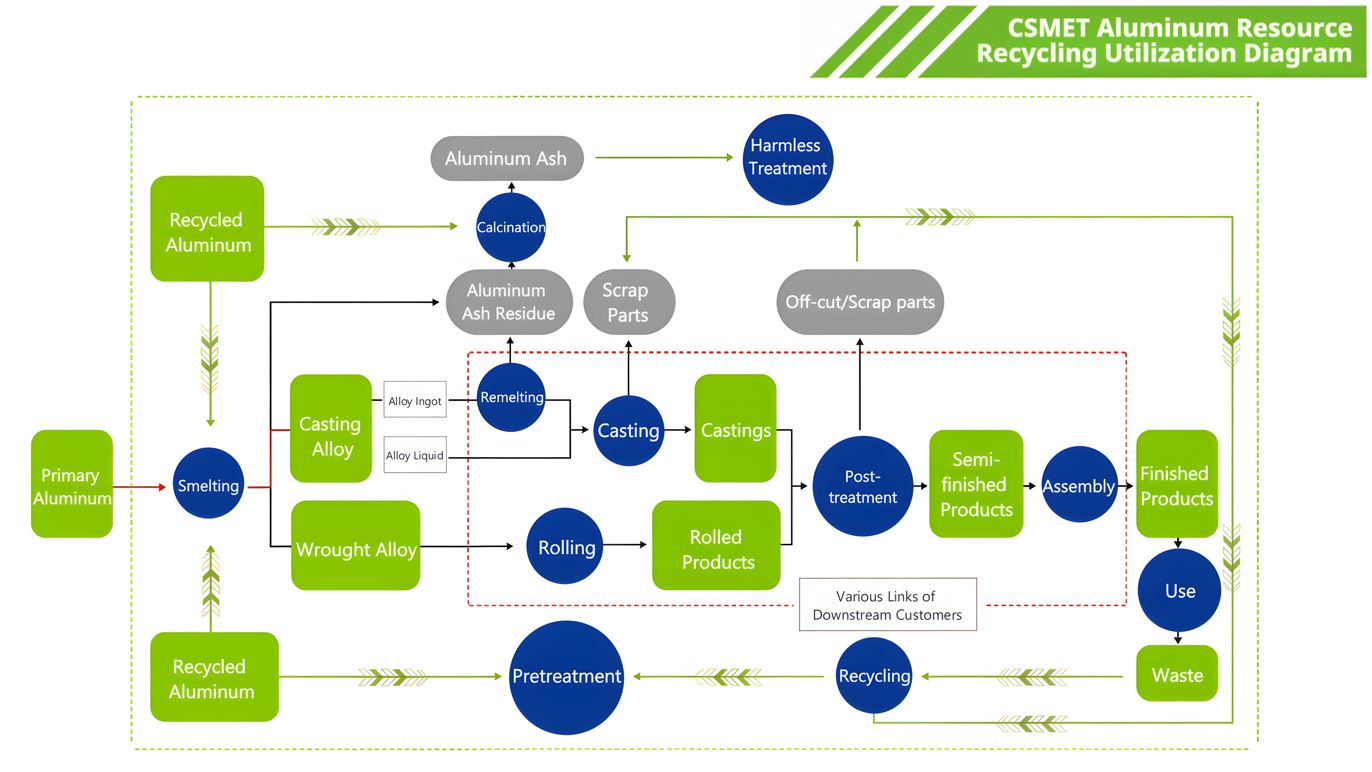
We have established a product-to-product closed-loop recycling system for aluminium, enabling efficient circular use of scrap throughout the entire lifecycle—from R&D and production to end-of-life. We also have developed and patented an integrated melting and holding furnace, which allows for on-site recycling of in-plant scraps. Compared to traditional furnaces, this innovation is more energy-efficient and eliminates the carbon emissions associated with transporting scrap materials. Additionally, we are at the forefront of developing next-generation non-heat-treatable aluminium alloys, which support sustainability by lowering energy consumption, improving recyclability, and enabling lightweight designs that enhance energy efficiency in transportation applications.
Beyond our environmental innovations, we are equally committed to the well-being of our people and communities. We have made significant strides in improving occupational health and safety. Following our comprehensive ASI audit, we successfully obtained ISO 45001 certification, further strengthening our commitment to creating a safe and secure working environment for our employees. In 2024, we invested over 1 million RMB in health and safety initiatives and are proud to report zero serious workplace accidents over the past three years.
Beyond safety, we actively foster a positive and inclusive workplace culture through various employee engagement initiatives such as book clubs, and team-building activities—all aimed at enhancing team cohesion and employee well-being.
Our dedication to community engagement is equally strong. We regularly organise and participate in:
- Volunteer programs in partnership with local communities
- Environmental awareness lectures
- Cultural and public welfare activities designed to enrich community life
Through these efforts, we aim not only to ensure the well-being of our employees but also to contribute meaningfully to the communities in which we operate.
What have been the impacts of your sustainability actions?
We demonstrate our commitment to responsible production by treating scrap as a valuable resource. By using innovative pre-treatment technologies and advanced melting procedures, we ensure that recycled materials are efficiently processed while maintaining high-quality output.
To further reduce our environmental impact, we’ve developed in-house methods to make our production greener. We have achieved 100% green electricity at several of our plants and are making efforts to reach this target at others. In 2024, over 50% of the energy used in our operations came from green sources, and we aim to increase this proportion by 5% annually. We have contributed to reducing emissions for our supply chain by a considerable amount through liquid aluminium alloy supply as we are focused on reducing emissions not just for ourselves but for supply chains.

One of our key innovations is the induced draft combustion system, which improves furnace efficiency. This system recycles cooled smoke and dust by reintroducing it into the furnace as combustion air for natural gas. As a result, gas consumption is reduced by 3.49 m³ per ton of aluminium produced.
In recognition of our sustainability efforts and continuous improvement in environmental performance, we were proudly awarded the Approved National Green Factory designation, awarded by China’s Ministry of Industry and Information Technology (MIIT) to factories that demonstrate excellence in green manufacturing.
We have also achieved ISO 14064-1:2018 and ISO 14067:2018 certification for carbon verification and carbon footprint assessment. This certification was granted following an audit by TÜV, which verified the accuracy of our carbon footprint calculations for our recycled aluminium alloys and billets. It affirms our commitment to transparency and accountability in measuring and reducing greenhouse gas emissions.
As part of our commitment to sustainability, we have established low-carbon aluminium supply chain partnerships with several global automotive manufacturers. Through these collaborations, we are jointly working to expand the use of sustainable, circular materials and to identify and develop recyclable aluminium suitable for downstream processes such as casting/extrusion. Together, we aim to complete the closed-loop cycle of circular materials at the component level, promoting a more sustainable and efficient value chain.
How are you looking to improve on your current achievements? Your future outlook?
CSMET aims to leverage its ASI Membership to strengthen collaboration with both upstream and downstream partners in the aluminium industry. By working together with other members, we are committed to setting and achieving short-, medium-, and long-term sustainability goals—while also inspiring more industry peers to join us on the path toward a low-carbon future.
Our collaborative roadmap includes:
- Conducting a feasibility study on replacing primary aluminium with recycled aluminium and developing a new series of high-recycled-content alloys that retain the performance characteristics of primary aluminium.
- Establishing a regional closed-loop recycling alliance with end customers to shorten the supply chain and ensure raw material traceability.
- Contributing to a carbon footprint database on the ASI platform and across the aluminium value chain to support data-driven emission reduction strategies.
- Developing industry standards for recycled aluminium to promote global supply chain transformation and foster greater adoption of sustainable practices.
Through these initiatives, we aim to accelerate the transition toward a circular and low(er)-carbon aluminium industry.

SHARE THIS ARTICLE